|
|
|||||
|
|||||

|

QUALITY FEATURE:
I.D., O.D., and length dimensions.
FIRST HEADER DIE, INC INSPECTION PROCESS:
These items are for the most part called out very specifically on the Customer prints. Even slight variations can cause many problems. It is essential that all dies are 100% inspected for all dimensions and the inspection report is accurately and honestly filled out. There is no room for interpretation of the reading. It is not the inspectors jon to infer if the part will work.
Two different inspection procedures are used for these dimensions. The shadow graph shown earlier is used to check the depth of a cavity. Micrometers are used to check O.D., I.D., and length of the insert or dies. The inspection documents to the .0001 exactly what is found on the accompanying inspection report. With these inspections it is important to fully inspect each aspect of the dimensions, check the measurement several times at different locations to assure that the required measurement is consistent for the entire range of the detail. Also of use is the dial bore gage shown later.
Cast
of part to be inspected. This is to be measured at the top,
middle, and bottom. If any are out of print the part is rejected.
|
|
Digital Read out for accurate date retrieval, and the ability to quickly and consistently re-calibrate the instrument.
|
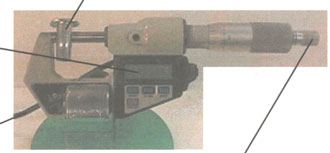 |
Ratchet
thimble for constant and |
|
Site design and maintenance by Rockford Web Design
comments and questions about the site: webmaster@rockfordwebdesign.com